
艾默生變頻器在滌綸短纖生產(chǎn)線上的應(yīng)用
1、系統(tǒng)概述 為滿足現(xiàn)代化紡織工業(yè)高自動化、高效率、高可靠性和高精度的要求,可編程控制器、人機界面、和變頻器傳動控制在紡織工業(yè)上取得了廣泛的應(yīng)用?! “I(yè)自動化(中國)(以下簡稱艾默生)的變頻器產(chǎn)品以其豐富的功能、優(yōu)越的性能在紡織行業(yè)里面取得了很好的應(yīng)用,下面是艾默生變頻器在某化纖廠2萬噸滌綸短纖生產(chǎn)線的應(yīng)用情況介紹。 滌綸生產(chǎn)線,整個生產(chǎn)系統(tǒng)是由前紡部分和后紡部分組成?! ∏凹彶糠种饕怯蓴D壓、溶體輸送、紡絲、卷繞等部分組成?! 『蠹彶糠衷O(shè)備包括集束架、導(dǎo)絲機、浸油槽、一道牽伸機、水浴牽伸槽、二道牽伸機、蒸汽加熱箱、緊張熱定型、冷卻、三道牽伸機、疊絲機、張力架、卷曲機加熱、卷曲機、鋪絲機、烘干、卷繞、切斷等。由于此部分對各個環(huán)節(jié)的速度同步控制非常嚴(yán)格,采用了PROFIBUS總線控制。2、前紡紡絲部分的變頻器調(diào)速系統(tǒng)2.1前紡紡絲機的生產(chǎn)工藝流程 前紡紡絲機的生產(chǎn)工藝流程圖如下: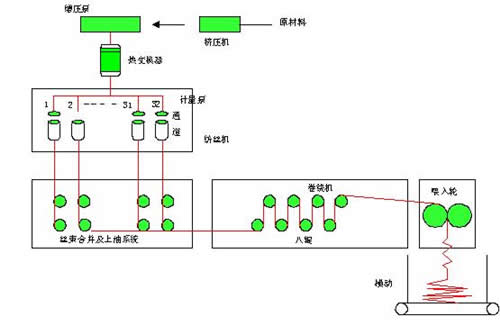
圖1 前紡紡絲機生產(chǎn)工藝流程圖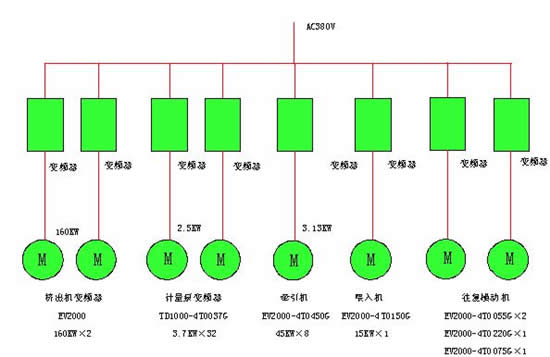
圖2 前紡紡絲機的變頻調(diào)速系統(tǒng)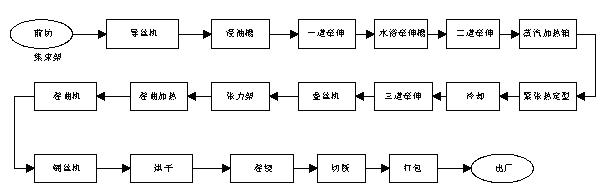
圖3 后紡牽伸生產(chǎn)工藝流程圖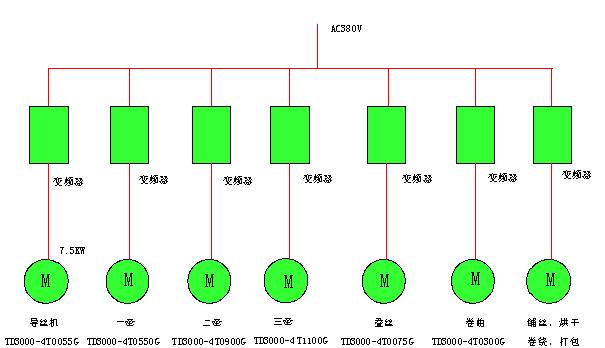
圖4 后紡變頻器系統(tǒng)配置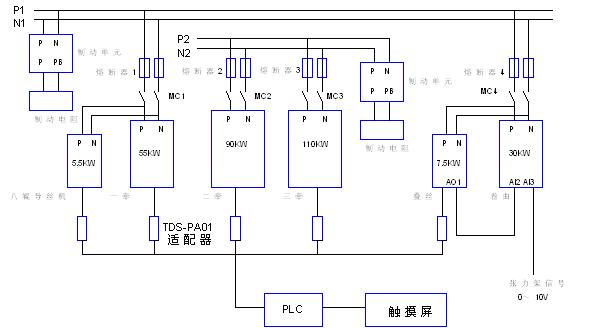
圖5 牽伸部分線路圖
圖1 前紡紡絲機生產(chǎn)工藝流程圖
圖2 前紡紡絲機的變頻調(diào)速系統(tǒng)
圖3 后紡牽伸生產(chǎn)工藝流程圖
圖4 后紡變頻器系統(tǒng)配置
圖5 牽伸部分線路圖

我要收藏
點個贊吧
轉(zhuǎn)發(fā)分享

微信"掃一掃",分享轉(zhuǎn)發(fā)
自動對焦:



評論排行